
5-axlig CNC-router
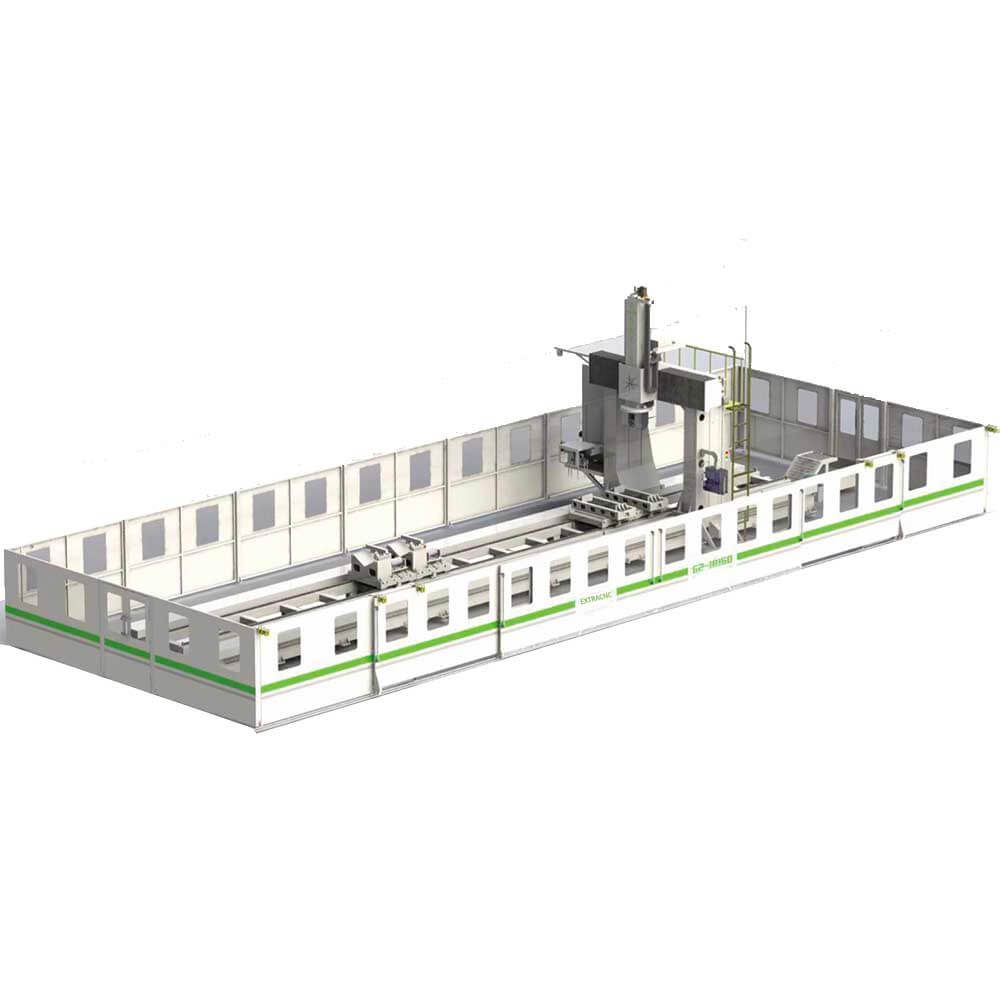
En 5-axlig CNC-fräsmaskin är ett avancerat automatiserat verktyg som förbättrar traditionell treaxlig bearbetning genom att integrera två ytterligare rotationsaxlar för femaxlig länkbearbetning. Till skillnad från 3D-skrivare kräver denna teknik minst tre linjära axlar tillsammans med två rotationsaxlar, alla koordinerade samtidigt via ett datoriserat numeriskt styrsystem (CNC). Den 5-axliga CNC-fräsen består av flera nyckelkomponenter, inklusive en Z-axellåda, portalbalk, portalpelare, portalunderramsstöd, arbetsbord, linjära kulstyrskenor, dubbelvarvsspindel och servomotorer. Dess sofistikerade portalliknande struktur möjliggör effektiv bordsrörelse och optimala fräsningsfunktioner. Under drift arbetar alla fem axlar tillsammans för att positionera verktyget i spindeln, vilket underlättar komplicerad 3D-bearbetning runt arbetsstycket. Denna mångsidiga maskin är idealisk för att skära och fräsa olika material, såsom trä, plast, skum, harts, gips, aluminium, koppar, mässing och karboniserade kompositer, vilket gör den värdefull inom industrier som flyg-, fordons-, formtillverkning och modellbygge.









Vikten av femaxliga CNC-maskiner i modern tillverkning
Under senare år har femaxliga CNC-maskiner blivit viktiga verktyg för bearbetning av kontinuerliga, släta och invecklade ytor. När de ställs inför utmaningar med att designa och tillverka komplexa krökta geometrier vänder sig många till femaxlig bearbetningsteknik för lösningar.
Förstå femaxlig bearbetningsteknik
Femaxlig länkage representerar en av de mest avancerade och mest använda teknikerna inom CNC-bearbetning. Denna metod kombinerar datorstyrning, högpresterande servodrivningar och precisionsbearbetningstekniker, vilket möjliggör effektiv, noggrann och automatiserad bearbetning av komplexa ytor. Som ett kännetecken för ett lands tillverkningsteknik spelar femaxliga system en central roll inom industrier som flyg, rymdfart och försvar.
Navigera genom köpet av en femaxlig CNC-maskin
För många kan beslutet att investera i en femaxlig verktygsmaskin vara skrämmande. Att köpa en ny avancerad CNC-maskin kan vara spännande, men det har också betydande ekonomiska konsekvenser. CNC-marknadsrapporter visar att den genomsnittliga kostnaden för en ny femaxlig verktygsmaskin närmar sig 1 400 000 pund. För att förenkla köpprocessen, överväg viktiga faktorer som garantiinformation, betalningsalternativ och support efter köpet. Att förstå dessa element kan avsevärt förenkla din beslutsprocess.
Om du siktar på att säkra rätt CNC-maskin till bästa pris har du kommit rätt. Oavsett om du gör research eller jämför priser är den här guiden här för att hjälpa dig. Om du är redo att köpa nu, utforska EXTRACNC:s urval av topprankade femaxliga CNC-fräsmaskiner som listas nedan.
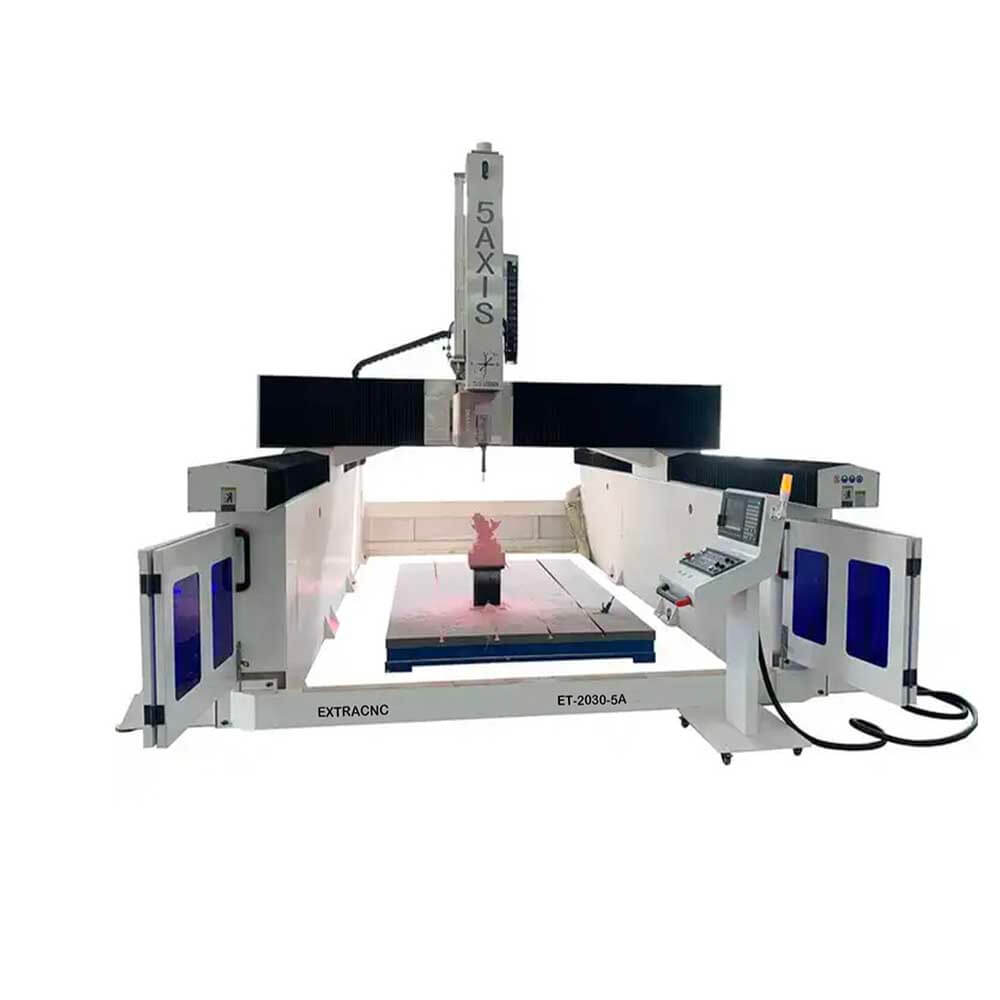
Vad är en femaxlig CNC-routermaskin?
En femaxlig CNC-fräsmaskin är en sofistikerad fleraxlig 3D-bearbetningscentral med en CNC-styrenhet. Till skillnad från en 3D-skrivare är den mer lik treaxliga och fyraxliga CNC-maskiner, men med två ytterligare rörelseaxlar. Denna funktion möjliggör skärning på fem kanter av materialet samtidigt, vilket resulterar i kortare projekttider. Den förlängda X-axeln kan dock leda till minskad stabilitet och noggrannhet, vilket kräver mer uppmärksamhet från operatören jämfört med tre- eller fyraxliga fräsar.
Förstå arbetsprincipen för femaxliga CNC-maskiner
För att förstå hur femaxliga CNC-maskiner fungerar är det viktigt att förstå konceptet "axlar":
- X-axeln: Rör sig framifrån och bakifrån.
- Y-axeln: Rör sig från vänster till höger.
- Z-axeln: Rör sig upp och ner.
- A-, B- eller C-axlarMotsvarar rotationsrörelser runt X-, Y- och Z-axlarna.
Vid femaxlig CNC-bearbetning kan verktyget eller arbetsstycket röra sig längs fem oberoende axlar samtidigt, vilket möjliggör komplex geometrisk manipulation. Femaxkonfigurationerna (XYZAB, XYZAC, XYZBC) gör att spindeln kan rotera 180 grader, vilket ger omfattande åtkomst till arbetsstycket från flera vinklar.
Femaxlig länkteknik avser specifikt bearbetning av komplexa ytor som kräver samtidig styrning av fem oberoende axlar, vilket säkerställer en jämn yta. Medan treaxliga maskiner teoretiskt kan uttrycka vilken komplex yta som helst med X-, Y- och Z-koordinater, har faktiska skärverktyg fysiska dimensioner. Femaxlig bearbetning minimerar fel och ytjämnheter, vilket uppnår förbättringar på upp till 1/3 till 1/6 jämfört med traditionella treaxliga metoder.
Vanliga typer av femaxliga CNC-maskiner
Det finns åtta huvudtyper av femaxliga CNC-maskiner:
- Femaxlig länkbearbetningscentral
- Femaxlig CNC-bearbetningscentral
- Femaxlig precisionsbearbetningscentral
- Femaxlig höghastighetsbearbetningscentral
- Litet femaxligt bearbetningscenter
- Högprecisions femaxlig bearbetningscentral
- Femaxlig CNC-fräsmaskin
- Vertikalt femaxligt bearbetningscenter
Tillämpningar av femaxliga CNC-maskiner
Femaxliga CNC-maskiner är konstruerade för att leverera höghastighets- och högkvalitativa snitt i olika material, inklusive trä, plast, icke-järnmetaller och kompositer. Deras mångsidighet öppnar upp för nya tillämpningar, inklusive:
KanttrimningFlexibiliteten hos femaxliga maskiner möjliggör exakt ytbehandling och kantbearbetning för gjutna plast- och kompositdelar.
Tillverkning av djuphålighetsgjutformarTill skillnad från treaxliga maskiner som kräver långa verktyg för djupa hålrum, möjliggör femaxliga system användning av kortare verktyg, vilket ökar skärhastigheterna och minskar risken för brott.
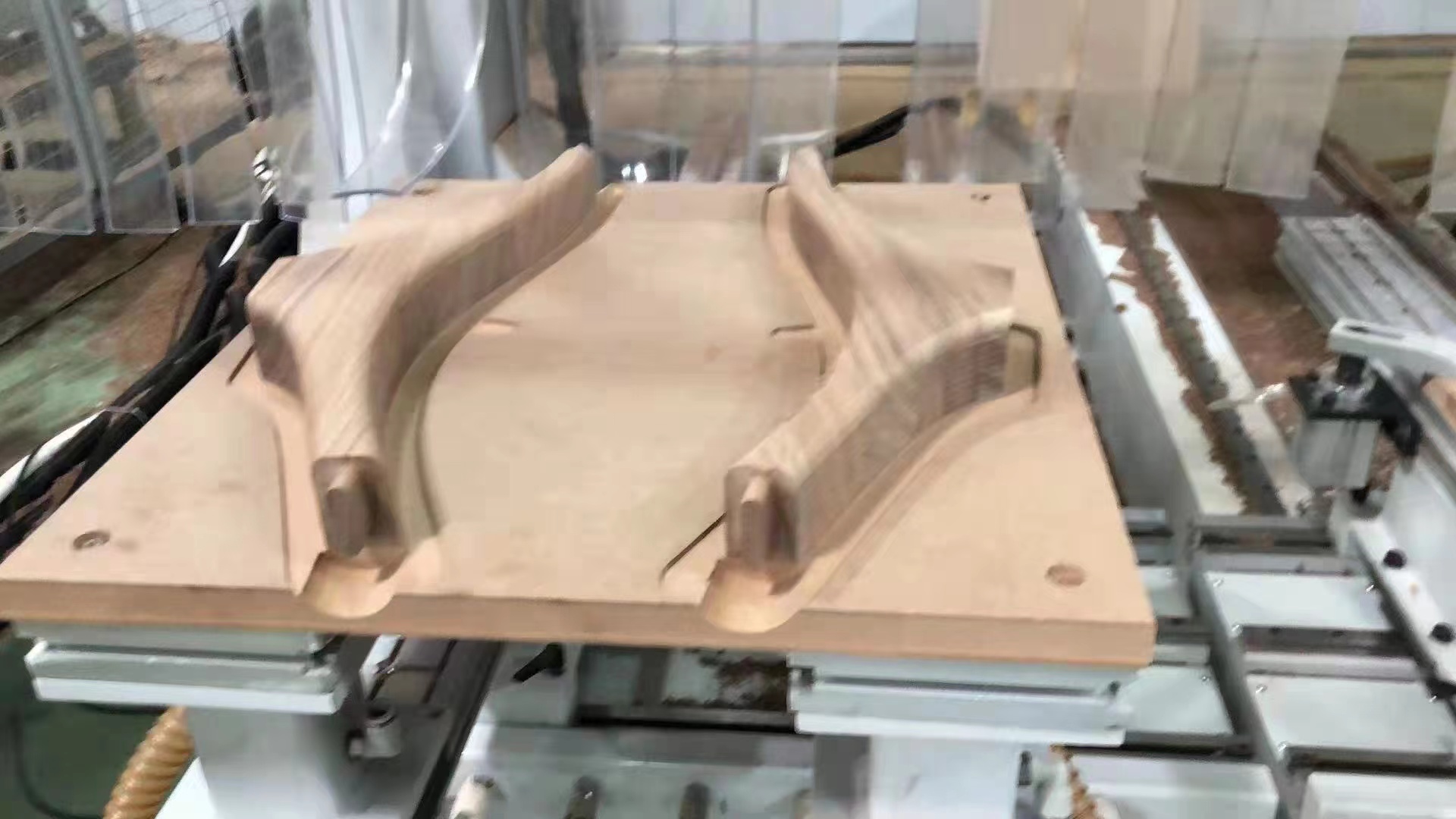
Formgjutna plywoodstolar och dekorativa möblerFemaxliga CNC-maskiner möjliggör unik formning och gjutning, vilket ger liv åt kreativa och dynamiska designer.
Invecklade 3D-sniderierDe förbättrade rörelsemöjligheterna möjliggör detaljerade och precisa sniderier, vilket fångar de fina invecklade detaljerna i komplexa mönster.
Funktioner hos femaxliga CNC-maskiner
Femaxliga CNC-maskiner är kända för sin höga effektivitet och precision, vilket gör att komplexa bearbetningsuppgifter kan slutföras med en enda fastspänning av arbetsstycket. Dessa maskiner är väl lämpade för modern formbearbetning, inklusive tillämpningar inom bildelar och strukturkomponenter inom flyg- och rymdindustrin.
Att skilja mellan femaxliga och pentaedriska bearbetningscentra
Det är viktigt att klargöra skillnaden mellan en femaxlig fleroperationsmaskin och en pentaedrisk fleroperationsmaskin, eftersom många felaktigt förväxlar de två. En femaxlig fleroperationsmaskin arbetar med fem axlar: X, Y, Z, A och C. Denna konfiguration möjliggör femaxlig länkbearbetning, vilket gör den skicklig på att hantera komplex ytbearbetning, specialformer, ihåliga komponenter, stansning, lutande hål och fassnitt.
Däremot fungerar en pentaedrisk fleroperationsmaskin på liknande sätt som en treaxlig fleroperationsmaskin men kan bearbeta fem ytor samtidigt. Den saknar dock kapaciteten för specialformsbearbetning, avfasade hål och avfasade snitt som är karakteristiska för femaxliga system.
Jämförelse av femaxliga CNC-maskiner med traditionella treaxliga maskiner
För att förstå fördelarna med femaxliga CNC-maskiner är det viktigt att jämföra dem med traditionella treaxliga CNC-maskiner, som vanligtvis används inom tillverkning. Treaxliga maskiner finns i olika former, inklusive vertikala, horisontella och portalkonfigurationer, och använder vanligtvis metoder som pinnfräsning och sidofräsning.
En viktig begränsning med treaxliga maskiner är att verktygsaxeln förblir fast under bearbetningen. Det betyder att de bara kan uppnå rektangulära koordinater genom interpolering av de tre linjära axlarna (X, Y och Z). Som ett resultat kan treaxliga maskiner, när de ställs inför komplexa geometrier eller högprecisionskrav, uppvisa ineffektivitet, producera ytfinisher av lägre kvalitet och till och med vara oförmögna att utföra vissa uppgifter.
Fördelar med femaxlig bearbetning
Femaxliga CNC-maskiner övervinner dessa begränsningar genom att låta verktyget närma sig arbetsstycket från flera vinklar, vilket avsevärt förbättrar bearbetningens flexibilitet och noggrannhet. Denna funktion leder till förbättrade ytfinisher, minskade uppställningstider och möjligheten att skapa invecklade konstruktioner som skulle vara utmanande eller omöjliga med en treaxlig uppställning.
För- och nackdelar med femaxliga CNC-maskiner
Fördelar
En av de viktigaste fördelarna med femaxliga CNC-maskiner är deras förmåga att bearbeta friformade ytor som traditionella treaxliga maskiner inte kan hantera, eller som kräver flera uppställningar för att uppnå. Denna förmåga är avgörande för tillverkning av komponenter som flygplansmotorblad, ångturbinblad, fartygspropellrar och andra komplexa formar med invecklade böjda ytor. Flexibiliteten att justera verktygsvinklar under bearbetning gör att man undviker verktygsbyten, vilket möjliggör omfattande bearbetning i en enda uppställning.
Femaxliga CNC-fräsmaskiner bibehåller exceptionell noggrannhet och kvalitet vid bearbetning av friformsytor samtidigt som de maximerar effektiviteten. När man däremot använder en treaxlig maskin med en kulfräs för att bearbeta komplexa kurvor är skäreffektiviteten ofta låg på grund av fasta verktygsvinklar, vilket gör det svårt att säkerställa en jämn ytfinish. En femaxlig fleroperationsmaskin kan dock fritt justera verktygsvinkeln, vilket undviker dessa problem och leder till högre effektivitet och överlägsen ytkvalitet.
Vid hantering av djupare och brantare hålrum skapar arbetsstyckets eller spindelhuvudets extra rotations- och lutningsmöjligheter optimala förhållanden för användning av pinnfräsar, vilket minskar risken för verktygskollisioner med hålrummens väggar. Denna funktion minimerar verktygsvibrationer under bearbetning, vilket förbättrar ytkvaliteten, bearbetningseffektiviteten och verktygets livslängd.
Dessutom kan femaxliga maskiner slutföra en hel detaljbearbetning med kortare verktyg, vilket eliminerar behovet av ominstallation eller de längre verktyg som vanligtvis krävs i treaxliga uppställningar. Detta påskyndar inte bara leveransen utan resulterar också i utmärkt ytkvalitet.
Tekniken som är inneboende i femaxliga fleroperationsmaskiner eliminerar behovet av att ompositionera arbetsstycken i komplexa vinklar, vilket kan leda till flera uppställningar och justeringar. Detta sparar tid och minskar fel avsevärt, vilket minskar kostnaderna för fixturer och uppställningsmaterial.
När man jämför femaxliga fleroperationsmaskiner med deras treaxliga motsvarigheter framträder flera fördelar:
Optimala skärförhållanden för verktygVid treaxlig bearbetning kan skärförhållandena försämras när skärverktyget närmar sig arbetsstyckets kant. Att upprätthålla optimala förhållanden kräver ofta flera rotationer av bordet. Femaxliga maskiner kan undvika detta problem och säkerställa bättre ytkvalitet genom att bibehålla effektiva skärvinklar.
Minskning av verktygsstörningarInom flyg- och rymdtillämpningar stöter komponenter som impeller och blad ofta på interferensproblem med treaxliga maskiner. Femaxliga system kan möta dessa bearbetningskrav samtidigt som de möjliggör användning av kortare, styvare verktyg, vilket minskar behovet av specialverktyg.
Färre klämningsoperationerFemaxliga maskiner kan minska antalet uppspänningsuppsättningar som krävs genom att möjliggöra femsidig bearbetning i en enda uppspänning. Denna förenkling förbättrar bearbetningsnoggrannheten genom att minimera referenskonverteringar och stödja bättre processkonsekvens. Dessutom leder detta till en minskning av verktygsfixturer, golvytebehov och underhållskostnader.
Förbättrad bearbetningskvalitet och effektivitetDessa maskiner kan utnyttja verktygens sidokanter, vilket resulterar i högre skäreffektivitet.
Strömlinjeformad produktionsprocessDe omfattande bearbetningsmöjligheterna hos femaxliga maskiner förkortar produktionskedjan och förenklar produktionsledning och schemaläggning. Fördelarna med femaxliga system blir ännu mer uttalade med komplexa arbetsstycken jämfört med traditionella metoder.
Förkortad utvecklingscykel för nya produkterInom sektorer som flyg- och fordonsindustrin, där nya komponenter och formar ofta har komplexa geometrier och exakta specifikationer, erbjuder femaxliga CNC-bearbetningscentra den flexibilitet, precision och integration som krävs för att hantera dessa utmaningar. Detta leder till avsevärt förkortade utvecklingscykler och förbättrade framgångsgrader för nya produkter.
Nackdelar med femaxliga CNC-maskiner
Komplex programmering och drift
Programmering av femaxliga CNC-maskiner kan vara abstrakt och utmanande, vilket skapar svårigheter för traditionella NC-programmerare. Medan treaxliga maskiner arbetar med enkla linjära koordinataxlar, har femaxliga CNC-maskiner mer komplexa strukturer. En enda NC-kod kan ge liknande bearbetningsresultat för olika treaxliga maskiner, men samma kod kan inte tillämpas universellt på alla femaxliga maskiner. Förutom linjära rörelser innebär femaxlig NC-programmering att koordinera beräkningar av rotationsrörelser, såsom att verifiera rotationsvinklar, kontrollera icke-linjära fel och beräkna verktygsrotationer. Detta resulterar i en betydande mängd information att bearbeta, vilket gör programmeringen mycket abstrakt.
De färdigheter som krävs för att använda och programmera femaxliga CNC-maskiner är sammankopplade. Att lägga till specialfunktioner till maskinen komplicerar programmering och drift ytterligare. Att behärska dessa färdigheter kräver omfattande övning, och bristen på erfarna programmerare och operatörer utgör ett betydande hinder för en utbredd användning av femaxlig CNC-teknik.
Höga krav på NC-interpoleringskontroller och servodrivsystem
Rörelserna hos femaxliga maskiner är en kombination av de fem koordinataxlarnas rörelser. Denna integrering av rotationskoordinater ökar beräkningsbördan för interpolering. Även mindre fel i rotationskoordinaterna kan allvarligt påverka bearbetningsnoggrannheten, vilket kräver styrenheter som erbjuder överlägsen precision.
Dessutom kräver de kinematiska egenskaperna hos femaxliga maskiner att servodrivsystemen uppvisar utmärkt dynamisk prestanda och ett brett hastighetsområde.
Avgörande betydelse av NC-programverifiering
För att förbättra bearbetningseffektiviteten är det avgörande att gå bort från traditionella kalibreringsmetoder med "provskärning". Vid femaxlig CNC-bearbetning blir verifiering av NC-program särskilt viktigt på grund av den höga kostnaden för typiska arbetsstycken. Kollisioner är vanliga problem vid femaxlig bearbetning, vilket kan inkludera verktygsingrepp med arbetsstycket, kollisioner vid höga hastigheter eller störningar mellan verktyget och fixturer eller annan utrustning. Dessa kollisioner är ofta oförutsägbara, och kalibreringsprocessen måste innebära en grundlig analys av maskinverktygets kinematik och styrsystem.
Om ett CAM-system identifierar ett fel kan det bearbeta verktygsbanan omedelbart. Om ett fel däremot upptäcks i ett NC-program under bearbetningen kan verktygsbanan inte ändras lika enkelt som på en treaxlig maskin. I treaxliga uppställningar kan operatörer justera parametrar som verktygsradie direkt. I femaxliga operationer är sådana justeringar mer komplicerade, eftersom alla förändringar i verktygsdimensioner eller positionering avsevärt påverkar efterföljande rotationsbanor.
Utmaningar med verktygsradiekompensering
I femaxlig länkad NC-programmering är verktygslängdkompensering fortfarande effektiv, men verktygsradiekompensering är inte tillämplig. Vid kontaktformningsfräsning med en cylindrisk fräs måste olika program skapas för olika fräsdiametrar. Nuvarande CNC-system saknar möjlighet att utföra verktygsradiekompensering eftersom ISO-filformatet inte tillhandahåller tillräckliga data för att omberäkna verktygspositioner. Följaktligen måste användare ofta byta verktyg eller justera deras storlekar under bearbetning. Enligt standardbehandlingsprocedurer kräver alla modifieringar av verktygsbanan omberäkning i CAM-systemet, vilket leder till ineffektivitet i det övergripande bearbetningsarbetsflödet.
För att åtgärda detta problem utvecklar forskare i Norge en tillfällig lösning som kallas LCOPS (Low-Cost Optimized Production Strategy). Denna metod överför de data som behövs för korrigeringar av verktygsbanor från CNC-applikationen till CAM-systemet, där den reviderade verktygsbanan skickas direkt till styrenheten. LCOPS kräver att tredjeparts CAM-programvara kan kommunicera direkt med CNC-maskinen med hjälp av CAM-systemfiler istället för ISO-koder. Den långsiktiga lösningen på denna utmaning kommer att bero på utvecklingen av nästa generations CNC-styrsystem som kan känna igen arbetsstycksmodellfiler i allmänt använda format (som STEP) eller direkt tolka CAD-systemfiler.
Postprocessor
Den viktigaste skillnaden mellan femaxliga och treaxliga verktygsmaskiner ligger i att de har två roterande axlar. Detta resulterar i behovet av flera koordinattransformationer för att konvertera verktygspositionen från arbetsstyckets koordinatsystem till maskinens koordinatsystem. Medan populära postprocessorgeneratorer som finns på marknaden enkelt kan generera postprocessorer för treaxliga CNC-maskiner genom att helt enkelt mata in grundläggande maskinparametrar, är situationen annorlunda för femaxliga maskiner. För närvarande finns det bara ett fåtal förbättrade postprocessorer specifikt för femaxliga CNC-maskiner, och ytterligare utveckling behövs inom detta område.
Vid arbete med treaxlig länkning behöver inte arbetsstyckets origo på maskinbordet beaktas i verktygsbanan; efterbehandlingsprogrammet hanterar automatiskt förhållandet mellan arbetsstyckets koordinatsystem och maskinens koordinatsystem. Däremot måste arbetsstyckets rumsliga positionering på C-rotationsbordet, liksom måtten mellan B- och C-axlarna, beaktas vid generering av verktygsbanan vid femaxlig länkning – till exempel vid drift av en horisontell fräsmaskin med X-, Y-, Z-, B- och C-axlar – beaktas vid generering av verktygsbanan. Operatörer lägger ofta ner avsevärd tid på att hantera dessa positionsförhållanden under uppställningen av arbetsstycket. Om efterbehandlingsprogrammet kunde hantera dessa data skulle det avsevärt förenkla både installationen av arbetsstycket och programmeringen av verktygsbanan. Operatörer skulle bara behöva positionera arbetsstycket på bordet, mäta dess orientering, mata in denna information i efterbehandlingsprogrammet och sedan hämta lämpligt NC-program.
Icke-linjära fel och singularitetsproblem
Införandet av rotationskoordinater komplicerar kinematiken hos femaxliga CNC-maskiner avsevärt jämfört med treaxliga maskiner. En utmaning i samband med rotation är ickelinjära fel, som härrör från programmeringsfelaktigheter. Detta fel kan mildras genom att minska stegavståndet. Under förberäkningsfasen kan programmerare inte exakt mäta storleken på ickelinjära fel; dessa kan bara bedömas efter att maskinprogrammet har genererats av efterbehandlingsenheten. Verktygsbanans linjärisering kan åtgärda detta problem, och även om vissa styrsystem kan linjärisera verktygsbanan under bearbetning, hanteras det vanligtvis i efterbehandlingsenheten.
En annan komplikation relaterad till rotationsaxlar är singularitet. Om en singularitet uppstår vid en rotationsaxels extrema position kan även mindre svängningar nära denna punkt orsaka en 180°-vridning av rotationsaxeln, vilket innebär betydande säkerhetsrisker.
CAD/CAM-systemkrav
Effektiv drift av femaxlig bearbetning är beroende av ett robust CAD/CAM-system och kräver skickliga programmerare som är bekanta med dessa system.
Betydande investeringar för verktygsmaskiner
Historiskt sett har det funnits en betydande prisskillnad mellan femaxliga och treaxliga maskiner. Att lägga till en roterande axel till en treaxlig maskin kan nu matcha kostnaden för en vanlig treaxlig maskin samtidigt som det ger fleraxliga funktioner. För närvarande är priset på femaxliga maskiner bara 30% till 50% högre än priset på treaxliga maskiner.
Förutom den initiala investeringen i själva maskinen är det viktigt att uppgradera CAD/CAM-programvaran och efterbehandlingsprocessorerna för att tillgodose kraven från femaxlig bearbetning. Kalibreringsprogrammen måste också uppdateras för att effektivt simulera hela maskinverktyget.
Delar och tillbehör
Grundläggande komponenterDessa utgör grundstrukturen i fleroperationscentret, bestående av bädd, pelare och bord. De bär de statiska och skärande belastningar som genereras under bearbetningen, vilket kräver robust styvhet. Dessa stora komponenter kan tillverkas av gjutjärn eller svetsade stålkonstruktioner och representerar de tyngsta delarna av fleroperationscentret. Till exempel använder AKIRA-SEIKI högkvalitativa Meehanite-gjutgods, som bibehåller hög stabilitet efter värmebehandling.
SpindelmonteringDetta inkluderar huvudspindellådan, motorn, spindeln och lagren. Spindelns start-, stopp- och hastighetsjusteringar hanteras alla av CNC-systemet, vilket underlättar skärförloppet med hjälp av verktyg monterade på spindeln. Som en avgörande del av fleroperationscentret påverkar spindeln avsevärt både bearbetningsprecision och stabilitet.
Numeriskt styrsystemCNC-sektionen i fleroperationscentret består av CNC-enheten, den programmerbara logikstyrenheten (PLC), servodrivkomponenter och manöverpanelen.
Automatiskt verktygsbytessystemDetta system inkluderar verktygsmagasinet och manipulatorns drivmekanism. När ett verktygsbyte är nödvändigt skickar CNC-systemet en instruktion till manipulatorn, som hämtar verktyget från magasinet och laddar det i spindeln. Detta system automatiserar lagring, val, transport och utbyte av verktyg för kontinuerlig bearbetning efter en enda arbetsstyckesuppsättning. Verktygsmagasin kan variera i design – till exempel skiv- eller kedjetyper – och kan rymma allt från några få till flera hundra verktyg. Verktygsarmens struktur varierar också beroende på magasinets och spindelns konfiguration, med alternativ som enarms- och dubbelarmsdesigner. Vissa fleroperationsmaskiner avstår från en verktygsarm och förlitar sig istället på spindeldocka eller magasinrörelse för verktygsbyten.
HjälpanordningarDenna kategori omfattar system för smörjning, kylning, spånborttagning, skydd, hydraulik, pneumatik och detektering. Även om dessa komponenter inte direkt används vid skärning är de viktiga för att säkerställa fleroperationscentrets effektivitet, noggrannhet och tillförlitlighet.
Automatiskt pallbytessystem (APC)För att underlätta obemannad drift eller minimera tiden för stillastående bearbetning har vissa fleroperationsmaskiner flera automatiska utbytesarbetsbord för att hålla arbetsstycken. Medan ett arbetsstycke bearbetas kan andra bord laddas eller avlastas. När bearbetningen på ett bord är klar byts borden automatiskt ut för att påbörja arbete med nya delar, vilket minskar hjälptiden och förbättrar den totala effektiviteten.
Köparguide
Om du funderar på att köpa en ny eller begagnad femaxlig CNC-maskin online är det viktigt att följa en strukturerad metod. Här är tio enkla steg som hjälper dig att köpa online:
Steg 1: Budgetplanering
Innan du utforskar verktygsmaskiner, sätt upp en budget. Att förstå vad du har råd med är viktigt för att kunna göra ett välgrundat val.
Steg 2: Genomför forskning
När din budget är fastställd, bestäm vilken maskin som passar dina behov. Fundera över vilka uppgifter du ska utföra med den. Bedöm dina krav och jämför olika modeller och återförsäljare genom att läsa expertrecensioner online.
Steg 3: Konsultation
Kontakta vår försäljningschef för vägledning. Vi rekommenderar den mest lämpliga maskinverktyget baserat på dina specifika krav.
Steg 4: Begär en gratis offert
Efter samråd kommer vi att ge en detaljerad offert för den rekommenderade maskinverktyget, vilket säkerställer att den uppfyller dina specifikationer och håller sig inom din budget.
Steg 5: Kontraktsundertecknande
Båda parter kommer noggrant att granska och diskutera alla orderdetaljer (tekniska specifikationer och affärsvillkor) för att undvika missförstånd. När allt är överenskommet skickar vi en proformafaktura (PI) för kontraktsunderskrift.
Steg 6: Maskintillverkning
När vi mottagit ditt undertecknade kontrakt och din deposition påbörjar vi maskinkonstruktionen. Vi kommer att hålla dig uppdaterad om tillverkningsförloppet.
Steg 7: Inspektion
Hela produktionsprocessen kommer att genomgå regelbundna inspektioner och strikt kvalitetskontroll. Hela maskinen kommer att testas noggrant för att säkerställa optimal prestanda innan den lämnar fabriken.
Steg 8: Frakt
Leveransen sker enligt villkoren i kontraktet efter din bekräftelse. Du kan när som helst begära transportuppdateringar.
Steg 9: Tullklarering
Vi tillhandahåller alla nödvändiga fraktdokument för att underlätta smidig tullklarering.
Steg 10: Support och service
Vi erbjuder professionell teknisk support och kostnadsfri kundservice via telefon, e-post, Skype, WhatsApp, onlinechatt och fjärrservice. Dessutom finns dörr-till-dörr-service tillgänglig i utvalda områden.