
5-assige CNC-freesmachine
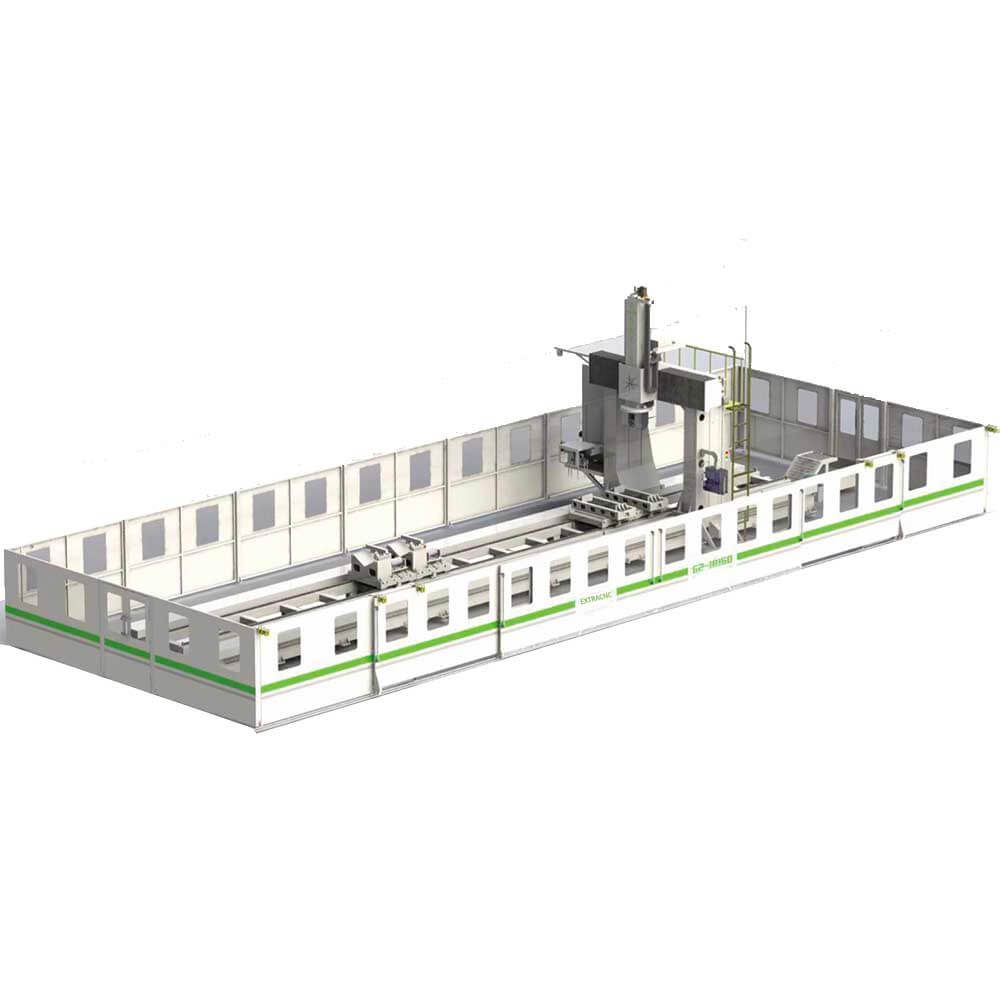
Een 5-assige CNC-freesmachine is een geavanceerde geautomatiseerde machine die traditionele drieassige bewerkingen verbetert door twee extra rotatieassen te integreren voor bewerkingen met een vijfassige koppeling. In tegenstelling tot 3D-printers vereist deze technologie minimaal drie lineaire assen, plus twee rotatieassen, die allemaal gelijktijdig worden gecoördineerd via een computer numerical control (CNC). De 5-assige CNC-freesmachine bestaat uit verschillende belangrijke componenten, waaronder een Z-askast, een portaalbalk, portaalkolommen, een portaalonderstel, een werktafel, lineaire kogelgeleiders, een dubbeldraaiende elektrische spindel en servomotoren. De geavanceerde portaalconstructie zorgt voor een efficiënte tafelbeweging en optimale freesmogelijkheden. Tijdens het gebruik werken alle vijf assen samen om het gereedschap in de spindel te positioneren, wat complexe 3D-bewerking rond het werkstuk mogelijk maakt. Deze veelzijdige machine is ideaal voor het snijden en frezen van diverse materialen, zoals hout, kunststof, schuim, hars, gips, aluminium, koper, messing en gecarboniseerde composieten. Hierdoor is de machine zeer geschikt voor sectoren als de lucht- en ruimtevaart, automobielindustrie, matrijzenbouw en modelbouw.










Het belang van vijfassige CNC-machines in de moderne productie
Vijfassige CNC-machines zijn de afgelopen jaren essentiële gereedschappen geworden voor het bewerken van continue, gladde en complexe oppervlakken. Wanneer ze voor uitdagingen staan bij het ontwerpen en fabriceren van complexe gebogen geometrieën, kiezen velen voor vijfassige bewerkingstechnologie.
Inzicht in vijfassige bewerkingstechnologie
Vijfassige koppeling is een van de meest geavanceerde en meest gebruikte technologieën in CNC-bewerking. Deze methode combineert computerbesturing, hoogwaardige servoaandrijvingen en nauwkeurige bewerkingstechnieken, wat zorgt voor een efficiënte, nauwkeurige en geautomatiseerde bewerking van complexe oppervlakken. Als kenmerk van de productietechnologie van een land spelen vijfassige systemen een cruciale rol in sectoren zoals de luchtvaart, ruimtevaart en defensie.
Het aankoopproces van een vijfassige CNC-machine begeleiden
Voor velen kan de beslissing om te investeren in een vijfassige machine een lastige opgave zijn. De aanschaf van een nieuwe, hoogwaardige CNC-machine kan opwindend zijn, maar brengt ook aanzienlijke financiële gevolgen met zich mee. CNC-marktrapporten geven aan dat de gemiddelde prijs van een nieuwe vijfassige machine de $100.000 nadert. Om het aankoopproces te vergemakkelijken, moet u rekening houden met essentiële factoren zoals garantievoorwaarden, betalingsmogelijkheden en ondersteuning na aankoop. Inzicht in deze elementen kan uw besluitvormingsproces aanzienlijk vereenvoudigen.
Bent u op zoek naar de juiste CNC-machine voor de beste prijs? Dan bent u hier aan het juiste adres. Of u nu onderzoek doet of prijzen vergelijkt, deze gids helpt u verder. Bent u klaar om te kopen? Bekijk dan hieronder de selectie van EXTRACNC's best beoordeelde vijfassige CNC-freesmachines.
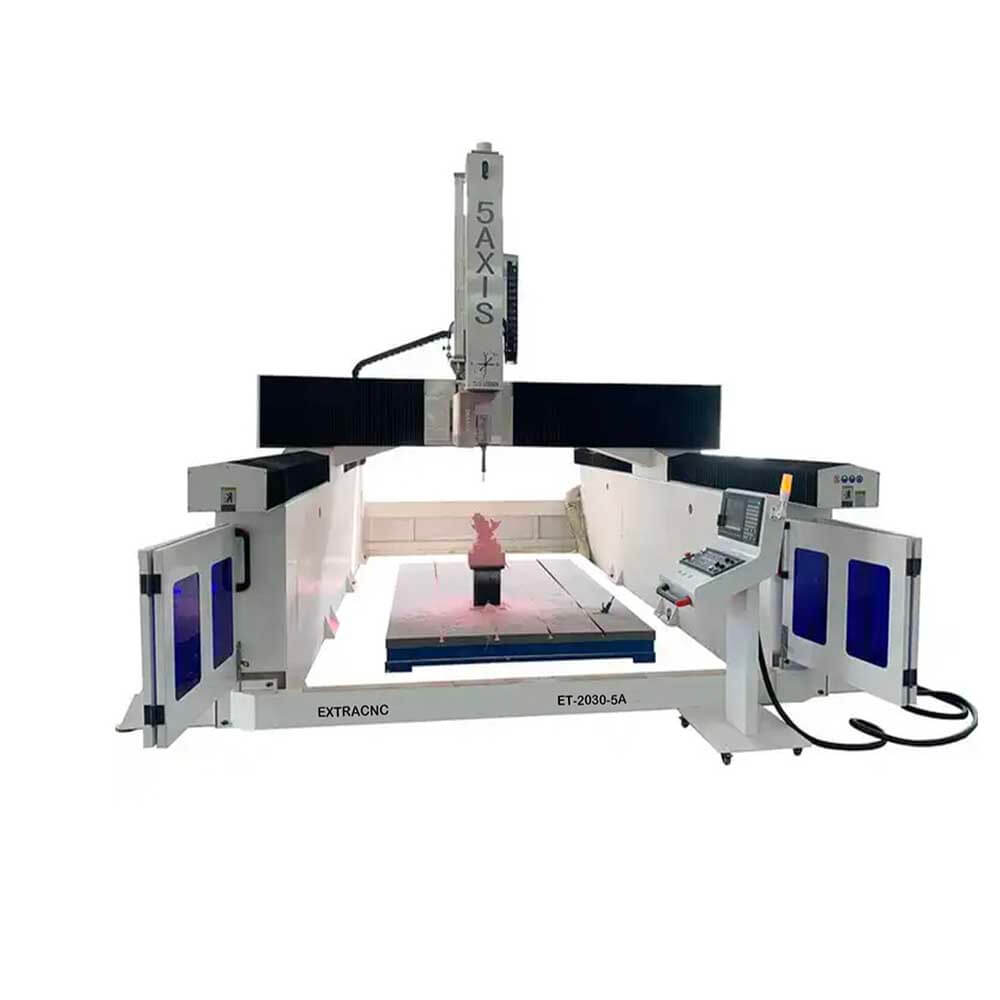
Wat is een vijfassige CNC-freesmachine?
Een vijfassige CNC-freesmachine is een geavanceerd meerassig 3D-bewerkingscentrum met een CNC-controller. In tegenstelling tot een 3D-printer lijkt deze meer op drie- en vierassige CNC-machines, maar dan met twee extra bewegingsassen. Deze mogelijkheid maakt het mogelijk om aan vijf randen van het materiaal tegelijk te snijden, wat resulteert in kortere projectdoorlooptijden. De verlengde X-as kan echter leiden tot verminderde stabiliteit en nauwkeurigheid, waardoor de operator meer aandacht nodig heeft in vergelijking met drie- of vierassige freesmachines.
Het werkprincipe van vijfassige CNC-machines begrijpen
Om te begrijpen hoe vijfassige CNC-machines werken, is het essentieel om het concept 'assen' te begrijpen:
- X-as: Beweegt van voor naar achter.
- Y-as: Beweegt van links naar rechts.
- Z-as: Beweegt op en neer.
- A-, B- of C-assen: Komt overeen met rotatiebewegingen rond de X-, Y- en Z-assen.
Bij vijfassige CNC-bewerking kan het gereedschap of werkstuk gelijktijdig langs vijf onafhankelijke assen bewegen, wat complexe geometriemanipulatie mogelijk maakt. Dankzij de vijfassige configuraties (XYZAB, XYZAC, XYZBC) kan de spindel 180 graden draaien, waardoor het werkstuk vanuit meerdere hoeken optimaal toegankelijk is.
Vijfassige koppelingstechnologie is specifiek bedoeld voor het bewerken van complexe oppervlakken die gelijktijdige aansturing van vijf onafhankelijke assen vereisen, wat een gladde afwerking garandeert. Hoewel drieassige machines theoretisch elk complex oppervlak kunnen weergeven met X-, Y- en Z-coördinaten, hebben daadwerkelijke snijgereedschappen fysieke afmetingen. Vijfassige bewerking minimaliseert fouten en oppervlakteruwheid, wat leidt tot verbeteringen tot 1/3 tot 1/6 ten opzichte van traditionele drieassige methoden.
Veelvoorkomende typen vijfassige CNC-machines
Er zijn acht primaire typen vijfassige CNC-bewerkingsmachines:
- Vijfassig koppelingsbewerkingscentrum
- Vijfassig CNC-bewerkingscentrum
- Vijfassig precisiebewerkingscentrum
- Vijfassig hogesnelheidsbewerkingscentrum
- Klein vijfassig bewerkingscentrum
- Hoognauwkeurig vijfassig bewerkingscentrum
- Vijfassige CNC-freesmachine
- Verticaal vijfassig bewerkingscentrum
Toepassingen van vijfassige CNC-machines
Vijfassige CNC-machines zijn ontworpen om snelle, hoogwaardige sneden te leveren in diverse materialen, waaronder hout, kunststoffen, non-ferrometalen en composieten. Hun veelzijdigheid opent nieuwe mogelijkheden, waaronder:
Randafwerking:De flexibiliteit van vijfassige machines maakt een nauwkeurige afwerking en randafwerking van gegoten kunststof- en composietonderdelen mogelijk.
Diepe holte mallen maken:In tegenstelling tot drieassige machines, waarbij lange gereedschappen nodig zijn voor diepe holtes, maken vijfassige systemen het gebruik van kortere gereedschappen mogelijk, waardoor de snijsnelheden toenemen en de kans op breuk afneemt.
Gegoten multiplex stoelen en decoratief meubilairVijfassige CNC-machines maken unieke vormgeving en mallen mogelijk, waardoor creatieve en dynamische ontwerpen tot leven komen.
Ingewikkelde 3D-gravures:De verbeterde bewegingsmogelijkheden maken gedetailleerd en nauwkeurig snijwerk mogelijk, waarbij de fijne details van complexe ontwerpen worden vastgelegd.
Kenmerken van vijfassige CNC-machines
Vijfassige CNC-machines staan bekend om hun hoge efficiëntie en precisie, waardoor complexe bewerkingen met één enkele klemming van het werkstuk kunnen worden uitgevoerd. Deze machines zijn zeer geschikt voor moderne matrijsbewerking, waaronder toepassingen in auto-onderdelen en structurele componenten in de lucht- en ruimtevaart.
Onderscheid tussen vijfassige en pentaëdrische bewerkingscentra
Het is belangrijk om het verschil tussen een vijfassig bewerkingscentrum en een pentaëdrische bewerkingscentrum te verduidelijken, omdat veel mensen de twee ten onrechte met elkaar verwarren. Een vijfassig bewerkingscentrum werkt met vijf assen: X, Y, Z, A en C. Deze configuratie maakt bewerking met een vijfassige koppeling mogelijk, waardoor het centrum geschikt is voor complexe oppervlaktebewerking, speciale vormen, holle componenten, ponsen, schuine gaten en afschuiningen.
Een pentaëdrische bewerkingscentrum daarentegen functioneert vergelijkbaar met een drieassige bewerkingscentrum, maar kan vijf vlakken tegelijk bewerken. Het mist echter de mogelijkheden voor het bewerken van speciale vormen, afgeschuinde gaten en afgeschuinde sneden die kenmerkend zijn voor vijfassige systemen.
Vijfassige CNC-machines vergelijken met traditionele drieassige machines
Om de voordelen van vijfassige CNC-machines te waarderen, is het essentieel om ze te vergelijken met traditionele drieassige CNC-machines, die veel worden gebruikt in de productie. Drieassige machines zijn er in verschillende vormen, waaronder verticale, horizontale en portaalconfiguraties, en maken doorgaans gebruik van methoden zoals kopfrezen en zijfrezen.
Een belangrijke beperking van drieassige machines is dat de gereedschapsas tijdens de bewerking vast blijft staan. Dit betekent dat ze alleen rechthoekige coördinaten kunnen bereiken door interpolatie van de drie lineaire assen (X, Y en Z). Hierdoor kunnen drieassige machines bij complexe geometrieën of hoge precisie-eisen inefficiënties vertonen, oppervlakteafwerkingen van mindere kwaliteit produceren en mogelijk zelfs bepaalde taken niet uitvoeren.
Voordelen van vijfassige bewerking
Vijfassige CNC-machines overwinnen deze beperkingen doordat het gereedschap het werkstuk vanuit meerdere hoeken kan benaderen, wat de flexibiliteit en nauwkeurigheid van de bewerking aanzienlijk verbetert. Deze mogelijkheid leidt tot verbeterde oppervlakteafwerkingen, kortere insteltijden en de mogelijkheid om complexe ontwerpen te creëren die met een drieassige opstelling uitdagend of onmogelijk zouden zijn.
Voor- en nadelen van vijfassige CNC-machines
Voordelen
Een van de belangrijkste voordelen van vijfassige CNC-machines is hun vermogen om vrijgevormde oppervlakken te bewerken die traditionele drieassige machines niet aankunnen of waarvoor meerdere opstellingen nodig zijn. Deze mogelijkheid is essentieel voor de productie van componenten zoals vliegtuigmotorbladen, stoomturbinebladen, scheepsschroeven en andere complexe mallen met complexe gebogen oppervlakken. De flexibiliteit om gereedschapshoeken tijdens het bewerken aan te passen, voorkomt gereedschapswisselingen en maakt uitgebreide bewerkingen in één opstelling mogelijk.
Vijfassige CNC-freesmachines behouden een uitzonderlijke nauwkeurigheid en kwaliteit bij het bewerken van vrijgevormde oppervlakken, terwijl ze de efficiëntie maximaliseren. Bij het gebruik van een drieassige machine met een kogelkopfrees voor het bewerken van complexe rondingen is de snij-efficiëntie daarentegen vaak laag vanwege de vaste gereedschapshoeken, waardoor het moeilijk is om een gladde oppervlakteafwerking te garanderen. Een vijfassig bewerkingscentrum kan de gereedschapshoek echter vrij aanpassen, waardoor deze problemen worden vermeden en de efficiëntie en oppervlaktekwaliteit worden verbeterd.
Bij het bewerken van diepere en steilere holtes creëren de extra rotatie- en kantelmogelijkheden van het werkstuk of de spindelkop optimale omstandigheden voor het gebruik van freeskoppen, waardoor het risico op botsingen van gereedschap met de holtewanden wordt verminderd. Deze functie minimaliseert trillingen van het gereedschap tijdens het bewerken, wat de oppervlaktekwaliteit, de bewerkingsefficiëntie en de levensduur van het gereedschap verbetert.
Bovendien kunnen vijfassige machines de bewerking van een volledig onderdeel voltooien met kortere gereedschappen, waardoor herinstallatie of de langere gereedschappen die doorgaans nodig zijn bij drieassige opstellingen, niet nodig zijn. Dit versnelt niet alleen de levering, maar resulteert ook in een uitstekende oppervlaktekwaliteit.
De technologie die inherent is aan vijfassige bewerkingscentra elimineert de noodzaak om werkstukken onder complexe hoeken te herpositioneren, wat kan leiden tot meerdere instellingen en afstellingen. Dit bespaart tijd en vermindert fouten aanzienlijk, waardoor de kosten voor opspanningen en instelmaterialen worden verlaagd.
Bij een vergelijking van vijfassige bewerkingscentra met hun drieassige tegenhangers springen verschillende voordelen in het oog:
Optimale gereedschapssnijconditiesBij drieassige bewerking kunnen de snijomstandigheden verslechteren naarmate het snijgereedschap de rand van het werkstuk nadert. Om optimale omstandigheden te behouden, zijn vaak meerdere rotaties van de tafel nodig. Vijfassige machines kunnen dit probleem vermijden en zorgen voor een betere oppervlaktekwaliteit door effectieve snijhoeken te behouden.
Vermindering van gereedschapsinterferentieIn de lucht- en ruimtevaart ondervinden componenten zoals waaiers en bladen vaak interferentieproblemen met drieassige machines. Vijfassige systemen kunnen aan deze verwerkingsvereisten voldoen en maken het gebruik van kortere, stijvere gereedschappen mogelijk, waardoor de behoefte aan gespecialiseerd gereedschap afneemt.
Minder klembewerkingenVijfassige machines kunnen het aantal benodigde klemposities verminderen door bewerking aan vijf zijden in één klemming mogelijk te maken. Deze vereenvoudiging verbetert de bewerkingsnauwkeurigheid door referentieconversies te minimaliseren en een betere procesconsistentie te ondersteunen. Bovendien leidt dit tot een vermindering van gereedschapsopspanningen, vloeroppervlaktevereisten en onderhoudskosten.
Verbeterde bewerkingskwaliteit en efficiëntie:Deze machines kunnen de zijkanten van gereedschappen gebruiken, wat resulteert in een hogere snij-efficiëntie.
Gestroomlijnd productieprocesDe uitgebreide verwerkingsmogelijkheden van vijfassige machines verkorten de productieprocesketen en vereenvoudigen productiebeheer en -planning. De voordelen van vijfassige systemen worden nog duidelijker bij complexe werkstukken in vergelijking met traditionele methoden.
Verkorte ontwikkelingscyclus voor nieuwe productenIn sectoren zoals de lucht- en ruimtevaart en de automobielindustrie, waar nieuwe componenten en mallen vaak complexe geometrieën en nauwkeurige specificaties hebben, bieden vijfassige CNC-bewerkingscentra de flexibiliteit, precisie en integratie die nodig zijn om deze uitdagingen aan te gaan. Dit leidt tot aanzienlijk kortere ontwikkelingscycli en hogere succespercentages voor nieuwe producten.
Nadelen van vijfassige CNC-machines
Complexe programmering en bediening
Het programmeren van vijfassige CNC-machines kan abstract en uitdagend zijn, wat een uitdaging vormt voor traditionele NC-programmeurs. Terwijl drieassige machines werken met eenvoudige lineaire coördinatenassen, hebben vijfassige CNC-machines complexere structuren. Eén stuk NC-code kan vergelijkbare verwerkingsresultaten opleveren voor verschillende drieassige machines, maar dezelfde code kan niet universeel worden toegepast op alle vijfassige machines. Naast lineaire bewegingen omvat vijfassige NC-programmering ook het berekenen van rotatiebewegingen, zoals het verifiëren van rotatiehoeken, het controleren op niet-lineaire fouten en het berekenen van gereedschapsrotaties. Dit resulteert in een aanzienlijke hoeveelheid te verwerken informatie, waardoor de programmering zeer abstract is.
De vaardigheden die nodig zijn voor het bedienen en programmeren van vijfassige CNC-machines hangen nauw met elkaar samen. Het toevoegen van speciale functies aan de machine maakt de programmering en bediening nog ingewikkelder. Het beheersen van deze vaardigheden vereist uitgebreide oefening, en een gebrek aan ervaren programmeurs en operators vormt een aanzienlijke belemmering voor de brede acceptatie van vijfassige CNC-technologie.
Hoge eisen aan NC-interpolatiecontrollers en servoaandrijfsystemen
De bewegingen van vijfassige machines zijn een combinatie van de bewegingen van de vijf coördinaatassen. Deze integratie van rotatiecoördinaten verhoogt de rekenlast voor interpolatie. Zelfs kleine fouten in de rotatiecoördinaten kunnen de bewerkingsnauwkeurigheid ernstig beïnvloeden, waardoor besturingen met superieure precisie nodig zijn.
Bovendien vereisen de kinematische eigenschappen van vijfassige machines dat de servoaandrijfsystemen uitstekende dynamische prestaties en een breed snelheidsbereik vertonen.
Cruciaal belang van NC-programmaverificatie
Om de bewerkingsefficiëntie te verbeteren, is het cruciaal om af te stappen van traditionele kalibratiemethoden voor "proefsnijden". Bij vijfassige CNC-bewerking is het verifiëren van NC-programma's met name essentieel vanwege de hoge kosten van typische werkstukken. Botsingen zijn veelvoorkomende problemen bij vijfassige bewerking, zoals het aangrijpen van gereedschap op het werkstuk, botsingen bij hoge snelheden of interferentie tussen het gereedschap en opspanningen of andere apparatuur. Deze botsingen zijn vaak onvoorspelbaar en het kalibratieproces vereist een grondige analyse van de kinematica en besturingssystemen van de bewerkingsmachine.
Als een CAM-systeem een fout detecteert, kan het het gereedschapspad direct verwerken. Als er echter tijdens de bewerking een fout in een NC-programma wordt gedetecteerd, kan het gereedschapspad niet zo eenvoudig worden aangepast als bij een drieassige machine. In drieassige opstellingen kunnen operators parameters zoals de gereedschapsradius direct aanpassen. Bij vijfassige bewerkingen zijn dergelijke aanpassingen ingewikkelder, omdat wijzigingen in de gereedschapsafmetingen of -positionering de daaropvolgende rotatietrajecten aanzienlijk beïnvloeden.
Uitdagingen bij gereedschapsradiuscompensatie
Bij NC-programmering met vijfassige koppeling blijft gereedschapslengtecompensatie effectief, maar is gereedschapsradiuscompensatie niet van toepassing. Bij contactvormend frezen met een cilindrische frees moeten verschillende programma's worden gemaakt voor verschillende freesdiameters. Huidige CNC-systemen kunnen geen gereedschapsradiuscompensatie uitvoeren, omdat het ISO-bestandsformaat onvoldoende gegevens biedt voor het herberekenen van gereedschapsposities. Hierdoor moeten gebruikers tijdens het bewerken regelmatig gereedschap wisselen of de gereedschapsgrootte aanpassen. Volgens standaardbewerkingsprocedures vereisen wijzigingen in het gereedschapspad een herberekening in het CAM-systeem, wat leidt tot inefficiëntie in de algehele verwerkingsworkflow.
Om dit probleem aan te pakken, ontwikkelen onderzoekers in Noorwegen een tijdelijke oplossing genaamd LCOPS (Low-Cost Optimized Production Strategy). Deze aanpak draagt de gegevens die nodig zijn voor gereedschapspadcorrecties over van de CNC-applicatie naar het CAM-systeem, waarna het herziene gereedschapspad rechtstreeks naar de controller wordt gestuurd. LCOPS vereist dat CAM-software van derden rechtstreeks met de CNC-machine kan communiceren, met behulp van CAM-systeembestanden in plaats van ISO-codes. De oplossing voor deze uitdaging op de lange termijn zal afhangen van de ontwikkeling van CNC-besturingssystemen van de volgende generatie die werkstukmodelbestanden in veelgebruikte formaten (zoals STEP) kunnen herkennen of CAD-systeembestanden rechtstreeks kunnen interpreteren.
Postprocessor
Het belangrijkste onderscheid tussen vijfassige en drieassige bewerkingsmachines ligt in de aanwezigheid van twee roterende assen. Dit vereist meerdere coördinatentransformaties om de gereedschapspositie om te zetten van het coördinatensysteem van het werkstuk naar het coördinatensysteem van de machine. Hoewel populaire postprocessorgeneratoren op de markt eenvoudig postprocessors voor drieassige CNC-machines kunnen genereren door simpelweg basismachineparameters in te voeren, ligt de situatie anders voor vijfassige machines. Momenteel zijn er slechts enkele verbeterde postprocessors specifiek voor vijfassige CNC-machines beschikbaar en is verdere ontwikkeling op dit gebied noodzakelijk.
Bij het werken met een drieassige koppeling hoeft de oorsprong van het werkstuk op de machinetafel niet te worden meegenomen in de gereedschapsbaan; de postprocessor beheert automatisch de relatie tussen het werkstukcoördinatensysteem en het machinecoördinatensysteem. Bij een vijfassige koppeling, zoals bij het bedienen van een horizontale freesmachine met X-, Y-, Z-, B- en C-assen, daarentegen, moet bij het genereren van het gereedschapspad rekening worden gehouden met de ruimtelijke positionering van het werkstuk op de C-draaitafel, evenals met de afmetingen tussen de B- en C-assen. Operators besteden vaak veel tijd aan het bepalen van deze positieverhoudingen tijdens het instellen van het werkstuk. Als de postprocessor deze gegevens zou kunnen verwerken, zou dit zowel de installatie van het werkstuk als de programmering van het gereedschapspad aanzienlijk vereenvoudigen. Operators hoeven het werkstuk alleen nog maar op de tafel te positioneren, de oriëntatie ervan te meten, deze informatie in de postprocessor in te voeren en vervolgens het juiste NC-programma te verkrijgen.
Niet-lineaire fouten en singulariteitsproblemen
De introductie van rotatiecoördinaten compliceert de kinematica van vijfassige CNC-machines aanzienlijk in vergelijking met drieassige machines. Een uitdaging die gepaard gaat met rotatie is de niet-lineaire fout, die voortkomt uit programmeeronnauwkeurigheden. Deze fout kan worden verminderd door de stapafstand te verkleinen. Tijdens de voorcalculatiefase kunnen programmeurs de omvang van niet-lineaire fouten niet nauwkeurig inschatten; deze kunnen pas worden beoordeeld nadat het gereedschapsprogramma van de machine door de postprocessor is gegenereerd. Linearisatie van het gereedschapspad kan dit probleem aanpakken. Hoewel sommige besturingssystemen het gereedschapspad tijdens de bewerking kunnen lineariseren, wordt dit meestal beheerd in de postprocessor.
Een andere complicatie met betrekking tot rotatieassen is singulariteit. Als er een singulariteit optreedt aan de uiterste positie van een rotatieas, kunnen zelfs kleine oscillaties in de buurt van dit punt een 180°-kanteling van de rotatieas veroorzaken, wat aanzienlijke veiligheidsrisico's met zich meebrengt.
CAD/CAM-systeemvereisten
Voor een effectieve werking van 5-assige bewerking is een robuust CAD/CAM-systeem nodig en zijn bekwame programmeurs nodig die vertrouwd zijn met deze systemen.
Aanzienlijke investering voor gereedschapsmachines
Historisch gezien bestond er een aanzienlijk prijsverschil tussen vijfassige en drieassige machines. Het toevoegen van een rotatieas aan een drieassige machine kan echter nu de kosten van een standaard drieassige machine evenaren en tegelijkertijd meerassige mogelijkheden bieden. Momenteel ligt de prijs van vijfassige machines slechts 30% tot 50% hoger dan die van drieassige machines.
Naast de initiële investering in de machine zelf, is het upgraden van de CAD/CAM-software en postprocessors essentieel om te voldoen aan de eisen van vijfassige bewerkingen. Kalibratieprogramma's moeten ook worden bijgewerkt om de gehele machine effectief te simuleren.
Onderdelen en accessoires
BasiscomponentenDeze vormen de basisstructuur van het bewerkingscentrum, bestaande uit het bed, de kolom en de tafel. Ze dragen de statische en snijbelastingen die tijdens het bewerken ontstaan, wat een robuuste stijfheid vereist. Deze grote componenten kunnen gemaakt zijn van gietijzer of gelaste stalen constructies en vormen de zwaarste onderdelen van het bewerkingscentrum. AKIRA-SEIKI maakt bijvoorbeeld gebruik van hoogwaardige Meehanite-gietstukken, die na de warmtebehandeling een hoge stabiliteit behouden.
Spindelmontage: Dit omvat de hoofdspindelkast, motor, spindel en lagers. De start-, stop- en snelheidsaanpassingen van de spindel worden allemaal aangestuurd door het CNC-systeem, waardoor de snijbewerking via de op de spindel gemonteerde gereedschappen wordt vergemakkelijkt. Als cruciaal onderdeel van het bewerkingscentrum heeft de spindel een aanzienlijke invloed op zowel de bewerkingsnauwkeurigheid als de stabiliteit.
Numeriek besturingssysteem:Het CNC-gedeelte van het bewerkingscentrum bestaat uit het CNC-apparaat, de programmeerbare logische controller (PLC), servo-aandrijfcomponenten en het bedieningspaneel.
Automatisch gereedschapswisselsysteem:Dit systeem omvat het gereedschapsmagazijn en het aandrijfmechanisme van de manipulator. Wanneer een gereedschapswissel nodig is, stuurt het CNC-systeem een instructie naar de manipulator, die het gereedschap uit het magazijn haalt en in de spil laadt. Dit systeem automatiseert de opslag, selectie, het transport en de uitwisseling van gereedschappen voor continue verwerking na het instellen van één werkstuk. Gereedschapsmagazijnen kunnen variëren in ontwerp, zoals schijf- of kettingtypen, en kunnen een paar tot honderden gereedschappen bevatten. De structuur van de gereedschapsarm varieert ook afhankelijk van de configuratie van het magazijn en de spil, met opties zoals ontwerpen met één of twee armen. Sommige bewerkingscentra hebben geen gereedschapsarm en vertrouwen in plaats daarvan op de vaste kop of de magazijnbeweging voor gereedschapswisselingen.
Hulpapparatuur: Deze categorie omvat systemen voor smering, koeling, spaanafvoer, bescherming, hydrauliek, pneumatiek en detectie. Hoewel deze componenten niet direct betrokken zijn bij het verspanen, zijn ze essentieel voor de efficiëntie, nauwkeurigheid en betrouwbaarheid van het bewerkingscentrum.
Automatisch palletwisselsysteem (APC)Om onbemande bewerkingen te vergemakkelijken of de tijd die niet aan bewerkingen wordt besteed te minimaliseren, beschikken bepaalde bewerkingscentra over meerdere automatische wisseltafels voor het vasthouden van werkstukken. Terwijl één werkstuk wordt bewerkt, kunnen andere tafels worden beladen of ontladen. Zodra de bewerking op één tafel is voltooid, worden de tafels automatisch verwisseld om aan nieuwe onderdelen te beginnen. Dit verkort de extra tijd en verbetert de algehele efficiëntie.
Koopgids
Als u overweegt om online een nieuwe of gebruikte 5-assige CNC-machine te kopen, is het cruciaal om een gestructureerde aanpak te volgen. Hier zijn tien eenvoudige stappen om uw online aankoopproces te begeleiden:
Stap 1: Budgetplanning
Voordat u gereedschapsmachines gaat bekijken, moet u een budget vaststellen. Inzicht in uw budget is essentieel voor een weloverwogen keuze.
Stap 2: Onderzoek uitvoeren
Zodra uw budget is vastgesteld, bepaalt u welke machine het beste bij uw behoeften past. Denk na over de taken die u ermee wilt uitvoeren. Bepaal uw vereisten en vergelijk verschillende modellen en dealers door online reviews van experts te lezen.
Stap 3: Consultatie
Neem contact op met onze salesmanager voor advies. Wij adviseren u graag over de meest geschikte machine op basis van uw specifieke wensen.
Stap 4: Vraag een gratis offerte aan
Nadat we het gesprek hebben gehad, maken we een gedetailleerde offerte voor de aanbevolen machine, waarbij we ervoor zorgen dat deze aan uw specificaties voldoet en binnen uw budget blijft.
Stap 5: Contractondertekening
Beide partijen zullen alle orderdetails (technische specificaties en zakelijke voorwaarden) zorgvuldig doornemen en bespreken om misverstanden te voorkomen. Zodra alles is overeengekomen, sturen we u een proformafactuur (PI) ter ondertekening van het contract.
Stap 6: Machinebouw
Na ontvangst van uw ondertekende contract en aanbetaling starten we met de machinebouw. We houden u op de hoogte van de voortgang van de productie.
Stap 7: Inspectie
Het gehele productieproces wordt regelmatig geïnspecteerd en onderworpen aan strenge kwaliteitscontroles. De complete machine wordt grondig getest om optimale prestaties te garanderen voordat deze de fabriek verlaat.
Stap 8: Verzending
De verzending vindt plaats volgens de voorwaarden in het contract na uw bevestiging. U kunt op elk moment transportupdates opvragen.
Stap 9: Douaneafhandeling
Wij verzorgen alle benodigde verzenddocumenten voor een soepele douaneafhandeling.
Stap 10: Ondersteuning en service
Wij bieden professionele technische ondersteuning en gratis klantenservice via telefoon, e-mail, Skype, WhatsApp, online chat en service op afstand. Daarnaast is er in bepaalde gebieden ook service aan huis beschikbaar.